





光固化涂料在真空镀膜中的应用研究
发布时间:2017-02-13
真空镀膜主要通过真空蒸镀、溅射、离子镀等方法,将金属、合金和化合物镀覆在材料或制品表面,形成产品所要求的镀层。真空镀膜技术始于20世纪30年代,20世纪中叶开始出现工业应用,到了80年代实现大规模生产,之后在电子、宇航、光学、磁学、建筑、机械、包装、装饰等各领域得到了广泛应用,并且发挥着越来越大的作用。单一的表面技术往往具有一定的局限性,而将两种或两种以上的表面处理工艺用于同一工件的处理,不仅可以发挥各种表面技术各自的特长,而且更能显示组合使用的突出效果。真空镀膜与有机涂层的复合技术是一种应用广泛的复合表面处理技术,已有几十年的发展历史,尤其在塑料、金属基体上制备防护-装饰镀膜等方面,国内外已经形成很大的生产规模。相对于湿法电镀而言,有些技术专家为方便起见,把真空镀层与有机涂层的复合简称为“干法镀”。事实上真空镀膜是一种气相沉积方法,而有机涂层通常是由涂覆的有机高分子涂液经固化成膜而成。
有机高分子涂液的固化有多种方法,其中用紫外光固化的涂料(简称光固化涂料)日益受到人们的高度关注。它的主要特点是:固化速度快,在通常紫外灯辐射下只需几秒或几十秒就可固化完全;对环境友好,在光照时大部分或绝大部分的成分参与交联聚合而进入膜层;节约能源,UV光固化所用能量约为溶剂型涂料的1/5;可涂装各种基材,避免因热固化时高温对热敏感基材(如塑料、纸张或其他电子元件等)可能造成的损伤;费用低,由于节省大量能源、涂料中有效成分含量高以及简化工序、显著减少厂房占地面积等因素而降低生产成本。
由以上分析可见,光固化涂料及其在真空镀膜工业中的应用具有广阔的前景。光固化涂料在真空镀膜的前后分别用作底涂层和面涂层,起着非常重要的作用。本文着重对光固化涂料用作底涂层的某些重要问题开展研究和讨论。
1、真空镀膜用光固化涂料
1.1、光固化涂料的组成
光固化涂料在光能辐照下吸收光能,引起交联、聚合等化学反应,促使液态涂料固化。它主要由反应性低聚物、活性稀释剂、光引发剂和添加剂4部分组成,其质量配比一般为反应性低聚物30%~60%,活性稀释剂40%~60%,光引发剂1%~5%,各种添加剂0.2%~1%。常用的反应性低聚物有不饱和聚酯、聚酯丙烯酸酯、聚醚丙烯酸酯、环氧丙烯酸酯和聚氨酯丙烯酸酯等。反应性低聚物是光固化涂料的主要组分,在结构上具有光固化基团,如各类不饱和双键或环氧基等,属于感光性树脂。它决定了固化后涂层的基本性能,其官能团的种类影响着涂料的固化速度。活性稀释剂兼有固化交联和溶剂的双重功能,在结构上是具有光固化基团的有机化合物。活性稀释剂种类很多,除了着重从反应活性和固化后涂层性能两方面的因素考虑外,还要对安全性(生理刺激性和毒性)予以特别考虑。目前使用的活性稀释剂大多为丙烯酸酯类单体。
光引发剂是一类容易吸收紫外光能量而产生自由基或阳离子,引发低聚物和活性稀释剂中不饱和基团聚合的物质。按产生的活性中间体不同,光引发剂可分为自由基型光引发剂和阳离子型光引发剂两类。按其反应类型不同,前者又分为裂解型与夺氢型两类自由基光引发剂,主要有安息香二甲醚(DMPA)、α-羟基-2,2二甲基苯乙酮(1173)和α-羟基环己基苯基酮(184)、α-胺烷基苯酮和酰基膦氧化物等品种。后者主要有芳香重氮盐、二芳基碘鎓盐、芳香铁鎓盐等。各种添加剂是为了改善涂料性能而加入的。例如:为了提高涂料的贮存稳定性加入阻聚剂;用以消除涂料在制备和使用过程中产生的气泡加入消泡剂;用来改善涂料流平性、减少涂膜缩孔加入流平剂;为了防止涂膜在各种机械加工中出现碎裂、掉膜等缺陷加入抗冲击剂;为使涂料着色加入颜料。
1.2、真空镀膜用光固化底涂层
大多数塑料在真空镀膜之前,一般先要涂覆底涂层,其原因是:
(1)塑料成型后,表面不可避免产生一定粗糙度,例如有0.5μm的粗糙度。真空镀膜层很薄,难以掩盖基材表面的凹凸不平,而采用底涂技术,光固化涂层厚度约10~20μm,涂层自身粗糙度在0.1μm以下,因此可大大提高镀层的光亮度。
(2)塑料中含有水分、残留溶剂、单体、低聚合物、增塑剂等,挥发性小分子会在真空或升温环境下逸出表面,严重影响真空镀层对基材的附着力,而采用底涂技术就可阻碍这些小分子的逸出,提高真空镀层对基材的附着力。
(3)塑料基材与真空镀层(通常为金属)两者热膨胀系数相差很大,在真空镀膜升温、降温过程中膜层容易破裂,膜层越厚,破裂的可能性越大,因此选用合适的涂层作为过渡层,可以减少内应力的积累和破裂的发生。
目前塑料的真空镀层与光固化有机涂层的复合,一般采用真空镀铝与光固化有机涂层的复合,但在防护等性能上受到很大的限制。真空镀铬是今后的发展方向之一。真空镀铬层具有比铝镀层更美丽的银白金属光泽,在大气中有很强的钝化性能,在碱、硝酸、硫化物、碳酸盐、有机酸等腐蚀介质中稳定,还有较高的硬度,良好的耐磨性和耐热性。但是,铬的熔点为1900℃,在1397℃时铬的蒸气压为1.33Pa,铬的蒸发温度高,用真空蒸发镀铬较为困难。如果采用磁控溅射法,由于铬质脆,难以做成圆柱靶,那么在一般的磁控溅射条件下,平面磁控溅射因受靶框材料污染等原因,镀铬层的色泽显著偏离银白色。本文作者经过试验研究,采用阴极电弧离子镀与离子轰击镀的组合方法,获得了与电镀铬一致的色泽。在此,所选择的底涂层必须有足够的耐热性和耐辐射性,与基材及真空镀膜层有良好的结合力,不能相互发生化学反应,并有良好的流平性,在真空条件下只有很少的挥发成分,不吸收水分,固化后表面高度光滑等。在众多的涂料中,聚丁二烯涂料基本能满足上述条件,但是这种涂料属于热固化涂料,并且固化温度高,固化时间长,不能用于塑料的真空镀膜。为此,本文作者研究和选择了光固化脂环族环氧树脂涂料。
脂环族环氧树脂是环氧树脂的一个分支,其结构中的环氧基不是来自环氧丙烷,而是直接连在脂环上,因此在性能上与双酚A型环氧树脂相比较,具有良好的热稳定性、耐候性、安全性、工艺性能以及优异的绝缘性能[3-5]。然而,脂环族环氧树脂也与普通环氧树脂一样,具有质脆的缺点,故在实际应用中应设法进行增韧改性[6]。据报道,将ERL-4221与不同相对分子质量的聚四氢呋喃(PTHF)在碘盐的引发作用下进行阳离子聚合,制得分子链中包含软链段结构的聚合物,这为脂环族环氧树脂的增韧开辟了一条新途径[7]。
我们选用光固化脂环族环氧树脂改性丙烯酸酯涂料作为耐热、耐辐射的底涂层,然后依次进行阴极电弧离子镀铬和离子轰击镀铬,取得了良好的效果。
1.3、真空镀膜用光固化面涂层
真空镀膜后通常要涂覆面涂层,使真空镀膜层得到保护。对面涂层的基本要求是:与真空镀膜层(一般是金属镀层)的附着力良好,固化后涂层无较大内应力,与底涂层有一定的相容性,有足够的硬度、耐划伤性、耐磨性,较高的耐水性、耐蚀性、耐候性、耐化学品性等性能,有适宜的黏度和良好的流平性。对于需要突出真空镀膜层色泽时,面涂层还应具有高的可见光透过率和表面光泽度。对于真空镀铬层用光固化面涂层,至今尚未找到理想的品种,主要问题是:与镀铬层的附着力不良,硬度、耐磨性、耐候性等不能满足产品的高要求。目前研究方向是改进配方,采用纳米粒子改性以及选用合适的无机镀层。
2、真空镀膜用光固化涂装设备
真空镀膜用光固化涂料的涂装过程主要包括以下几个部分:
(1)涂料存放及检查:涂料应在安全、清洁的地方存放,涂装前要仔细检查涂料的表观黏度、流变性和稳定性等。
(2)工件的预处理:要求塑料基材的表面光洁,没有明显的表面缺陷,然后进行预处理,清除基材表面的油污、残存的脱模剂、静电和灰尘。
(3)涂料的涂覆:根据工艺规范选择刷涂、刮涂、辊涂、淋涂、喷涂等方式。涂液一般采用淋涂和辊涂方式涂覆。
(4)涂料的流平:涂覆后要有一定的流平时间,有时还要加热到一定温度(如40~60℃)来促进流平和溶剂挥发。
(5)涂料的光固化:将流平后的工件进入光固化段,用某些辐射光源发出的紫外光使涂膜迅速固化。事先要选择好光源的种类、数量、排布以及与工件的距离等。
(6)涂料固化后的延伸:经过一定时间的延伸与静置,将工件进入真空镀膜设备。
光固化设备是根据生产要求设计制造的,图1是湖州金泰科技股份有限公司研发中心中试车间的一条光固化涂装生产线示意图,其适用于平板和单体产品的连续式生产。工件经底涂后,按产品要求选用真空蒸镀、磁控溅射、离子镀等方法进行真空镀膜,然后重新进入光固化生产线进行面涂,或者采用其他方法对真空镀膜层进行保护。该光固化生产线由红外流平段、光固化段、延伸段、进出料段、空气净化抽风系统等组成。工件涂膜经光固化后进入真空镀膜区,那里放置了真空蒸镀-磁控溅射复合镀膜机和磁控溅射-离子镀复合镀膜机。光固化段共配置了9套紫外线照射灯具(水银灯):顶灯3支,分别为顶前5.6kW,顶中5.6kW,顶后8.0kW;左右各2支,分别为左上5.6kW,左下5.6kW,右上5.6kW,右下5.6kW;底灯共2支,分别为底前8.0kW,底后5.6kW。灯管可根据上、下、左、右、前、后各个方位调节。整个布局为立方体照射。生产时根据工艺规范选择开灯的数量和区域。
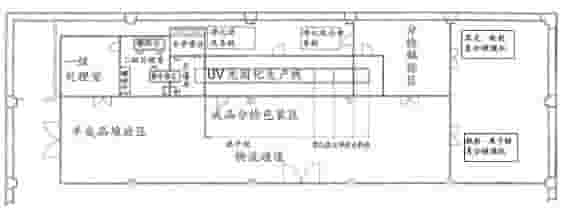
图1 适合于平板和单件产品连续式生产的光固化生产线示意图
3、应用举例
产品名称:ABS塑料汽车轮毂盖。
基本性能要求:
(1)外观:表面光洁,无表观缺陷,色泽和亮度与电镀铬一致;(2)铅笔硬度:≥H;(3)划格附着力:100/100;(4)CASS寿命≥72h。数量:批量。
根据上述要求,依次按照下列顺序进行作业:
(1)检查光固化涂料:选用光固化脂环族环氧树脂改性丙烯酸酯涂料作为工件的底涂料。涂装前要仔细检查涂液性能,即本体是否均匀,有无含有未溶解完全的高黏度结块,是否有杂质和不溶性颗粒,有无超过涂料贮存期,涂液的黏度等。
(2)工件的预处理:清除工件表面的油污、残存脱模剂、静电和灰尘等。
(3)涂料的涂覆:采用喷涂方法,在喷涂台上进行。将光固化脂环族环氧树脂改性丙烯酸酯涂料均匀地喷涂在工件表面,固化后的涂膜厚度达15~20μm。
(4)涂膜流平:工件进入涂装生产线的流平阶段,红外线加热,温度控制在55~60℃范围。
(5)涂膜的光固化:按脂环族环氧树脂改性丙烯酸酯涂料光固化能量的要求,开启上灯(5.6kW和8.0kW)2个,左右灯(6.6kW)各1个,底灯(8.0kW)1个。固化时间为45~60s。
(6)光固化后的延伸:工件经延伸段进入真空镀膜室。
(7)真空镀钛氧化物底镀层:用中频磁控溅射镀膜设备镀覆。真空室内装有一对孪生平面磁控钛靶,供电的溅射电源规格是30kVA、40kHz。先抽真空至6×10-3Pa,工件架转动,然后充一定比例的Ar和O2。调节各种参数,进行溅射镀膜5min。
(8)真空镀铬膜:用阴极电弧离子镀设备镀覆。先抽真空至6×10-3Pa,工件架转动,充入Ar至真空度为1.5×10-1Pa。开启铬靶电源,调节各种参数,离子镀膜3min。然后关闭Ar源,在高真空下离子轰击镀1.5min。
(9)真空镀钛氧化物面镀层:其工艺与步骤(7)相同。
(10)检验和包装。
经上述工序的涂镀,ABS塑料汽车轮毂盖具有如下优良性能:
表面色泽:与电镀铬一致;划格镀层的附着力(百格):100/100;铅笔硬度:1~2H;CASS试验:>96h。可见,本研究产品性能显著优于真空镀铝产品,也优于电镀铬产品。
本研究将光固化涂料与真空镀膜复合,既保持了塑料密度小、质量轻的特点,又具有金属铬的银白色泽,以及导电、导热、耐磨、耐划伤等性能,并且具有优异的耐蚀性。对于表面光洁的塑料板材和形状不复杂的制品,可以用本研究技术代替电镀铬,使生产工序简化,水和电的消耗显著减少,可节省铜和镍等金属资源,同时实现了镀铬的清洁生产。
4、结语
(1)光固化有机涂层与真空镀层的复合是一种应用广泛的复合表面处理技术。
(2)真空镀铬对光固化底涂层提出了更高的要求:足够的耐热性和耐辐照性,与基材及真空镀膜层有良好的结合力,不能相互发生化学反应,具有良好的流平性等。脂环族环氧树脂改性丙烯酸酯涂料基本上达到这些要求,从而为真空镀铬以及需要采用离子镀和磁控溅射的真空镀膜创造了基本条件。
(3)光固化有机涂层与真空镀铬复合,加上钛氧化物膜的保护,形成了一种新的镀铬技术,其性能显著优于真空镀铝,而与传统的电镀铬相比较,则具有环保、节能、节水、节材、简化工序、降低成本以及性能更优的特点,值得大力推广。
声明:本站部分图片、文章来源于网络,版权归原作者所有,如有侵权,请点击这里联系本站删除。
| 返回列表 | 分享给朋友: |
- 上一篇:PVD涂层技术在我国刀具制造中的现状及发…
- 下一篇:真空镀膜设备如何判断好坏
 京公网安备 11011402010499号
京公网安备 11011402010499号